-
No.66 Gaojia, Xingfu Village, Sanqi Town, Yuyao, Ningbo, Kina

Vanliga metallstämplingsdefekter: En omfattande guide till kvalitetskontroll
Metallstämpling är en komplex tillverkningsprocess som kräver precision och uppmärksamhet på detaljer. Att förstå vanliga defekter och deras orsaker är avgörande för att upprätthålla kvalitetskontroll och minska mängden skrot. Den här omfattande guiden hjälper dig att identifiera, förebygga och felsöka vanliga metallstämplingsdefekter för att säkerställa konsekvent produktkvalitet.

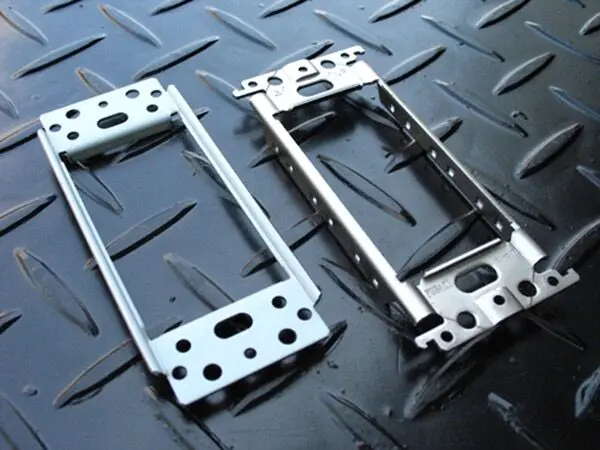
Precisionsstämpelterminal i metall som visar optimala kvalitetskontrollstandarder
Vilka är de vanligaste metallstämplingsdefekterna?
Metallstämplingsdefekter kan uppstå på grund av olika faktorer, inklusive felaktig verktygsinställning, materialegenskaper eller processparametrar. De vanligaste defekterna inkluderar:
- Grader: Ojämna kanter eller överflödig metall
- Rynkor: Ytdeformation
- Splittring: Materialseparation
- Springback: Material som återgår till originalform
- Die roll: Kantdeformation
"Upp till 60% av metallstämplingsdefekter kan förhindras genom korrekt verktygsdesign och underhåll." – Tillverkningskvalitet kvartalsvis
Hur påverkar materialval bildandet av defekter?
Valet av metallmaterial påverkar avsevärt sannolikheten för defekter:Tabell för materialegenskaper:
| Materialtyp | Vanliga defekter | Förebyggande metoder |
|---|---|---|
| Rostfritt stål | Galling, Burrs | Korrekt smörjning |
| Aluminium | Rynkor, Springback | Optimerad ämneshållarkraft |
| Kolstål | Klyvning, Die roll | Korrekt formspel |

Vilken roll spelar smörjning för att förhindra defekter?
Rätt smörjning är avgörande för metallstämplingsprocesser av hög kvalitet. Två kritiska aspekter inkluderar:
- Val av smörjmedel
- Viskositetskrav
- Materialkompatibilitet
- Appliceringsmetod
- Underhållsschema
- Regelbunden övervakning
- Konsekvent tillämpning
- Förebyggande av kontaminering
Hur kan verktygsslitage påverka delkvaliteten?
Verktygsslitage påverkar kraftigt stämplad delkvalitet. Viktiga överväganden inkluderar:
- Regelbundna scheman för verktygsinspektion
- Övervakning av slitagemönster
- Program för förebyggande underhåll
- Optimering av formgeometri
Vilka kvalitetskontrollåtgärder förhindrar vanliga defekter?
Att implementera robust kvalitetskontroll involverar flera nyckelstrategier:
- Statistisk processkontroll (SPC)
- Dimensionell övervakning
- Ytbesiktning
- Defekt spårning
- Förebyggande underhåll
- Verktygets tillståndsövervakning
- Inriktningskontroller av munstycken
- Regelbunden kalibrering
Hur påverkar processparametrar defektbildningen?
Kritiska processparametrar som påverkar delkvaliteten inkluderar:
- Stämplingspresshastighet
- Blankhållarkraft
- Dörravstånd
- Materialmatningshastighet
Optimala parameterintervall:
- Presshastighet: 20-60 slag per minut
- Formspel: 5-10% materialtjocklek
- Blank Holder Force: 30-40% dragkraft
Vilka är de bästa metoderna för höghastighetsstämpling?
För precisionsmetallkomponenter, överväg:
- Utrustningsoptimering
- Tryckjustering
- Inställning av fodersystem
- Dysskyddssystem
- Materialhantering
- Korrekt spolmatning
- Material uträtning
- Skrotborttagning

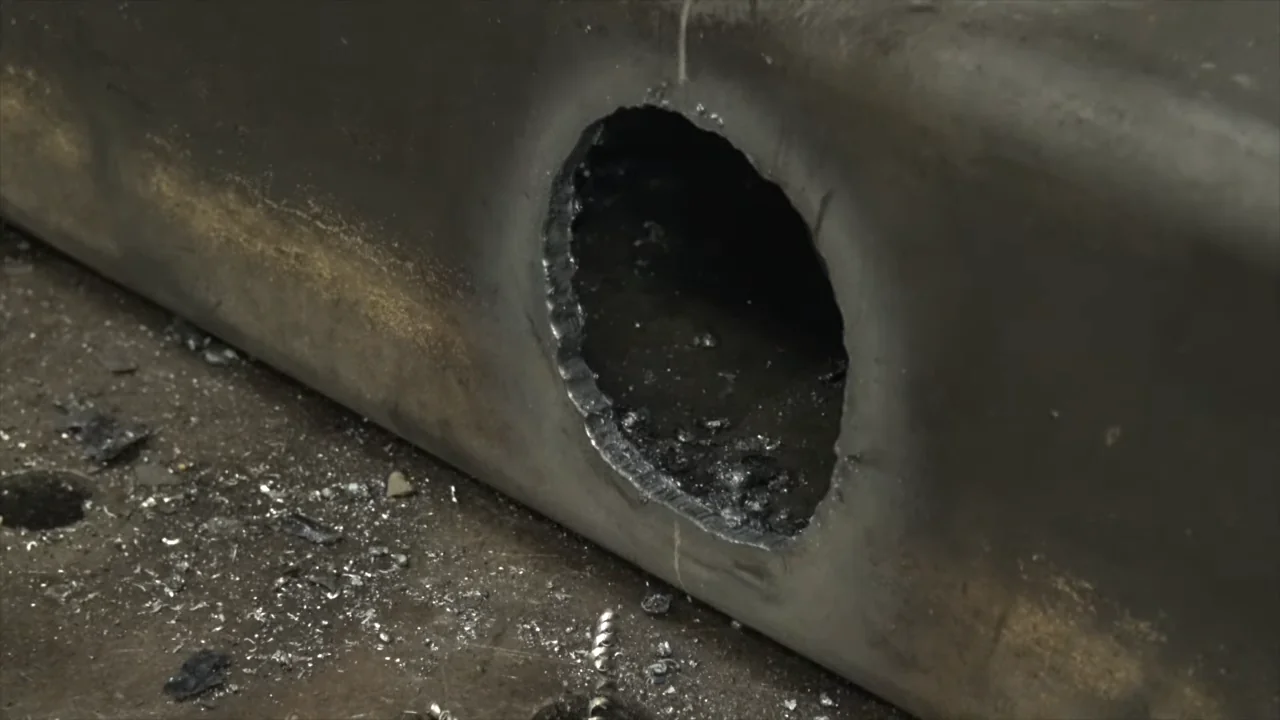
Hur felsöker man felaktigt formade hål?
Vanliga problem med hålbildning inkluderar:
- Överdimensionerade eller underdimensionerade hål
- Gradbildning
- Kantdeformation
- Felaktig placering
Vad orsakar gallning och repor?
Ytdefekter som gnagsår beror ofta på:
- Otillräcklig smörjning
- Felaktigt hålrum
- Materialinkompatibilitet
- För stort verktygsslitage
Hur förhindrar man formrullning och kantdeformation?
Effektiva strategier inkluderar:
- Optimering av formradie
- Upprätthålla korrekta utrymmen
- Regelbundet verktygsunderhåll
- Övervägande av materialkornriktning

Viktiga takeaways:
- Genomför omfattande kvalitetskontrollåtgärder
- Upprätthåll korrekta smörjmetoder
- Övervaka verktygsslitaget regelbundet
- Optimera processparametrar
- Tänk på materialegenskaper
- Utför regelbundet underhåll
- Dokumentera och spåra defekter
- Utbilda operatörerna ordentligt
Interna länkar:




